
Кто придумал числа с плавающей точкой
1970-е годы, начало компьютерной революции. Учёные-программисты разрабатывают новые компьютеры и алгоритмы для вычислений, а также стараются всеми силами доказать, что их изобретения должны изменить мир.
Тогда все компьютеры работали по-разному: у них были собственные операционные системы, принципы организации памяти и способы представления данных. И это создавало проблему: нельзя было перенести программу с одного компьютера на другой, для этого каждый раз приходилось переписывать её под новую систему и «железо».
И если переделать пару функций было не так сложно, то подстраиваться под разные системы представления чисел было действительно мукой. Из-за этого иногда нужно было полностью менять поведение программы, что могло повлиять на её работоспособность и надёжность. В общем — проблема с представлениями чисел была поистине болезненной.
Такие компьютеры были в продаже в 1980-х годахФото:
Компания Intel решила помочь программистам со всего мира и создать единый стандарт представления вещественных чисел. Для этого была создана проектная группа из лучших инженеров. Но на пятки Intel наступали и другие компании — например, у той же DEC появилась похожая идея.
Началась настоящая гонка за лучшее решение: каждая компания фанатела исключительно от своей разработки и надеялась, что именно её примут как промышленный стандарт. А IT-гиганты IBM и Cray наблюдали за всем происходящим со стороны и ждали, пока появится победитель, — чтобы тут же реализовать его стандарт в своих компьютерах.
Сегодня из всех стандартов, возникших в то время, в живых остались только два: спецификация VAX от DEC и от Intel. У каждой из них были как свои преимущества, так и недостатки.
Преимущества K-C-S:
- Десятичный формат. Он позволял представлять вещественные числа в десятичной записи, что очень удобно для человека, но так себе для компьютера.
- Высокая точность. Десятичное представление повышало точность вычислений и снижало возникновение ошибок при округлении — особенно для операций с большими числами.
- Меньше ошибок. Стандарт включал специальные значения, которые помогали легко избегать переполнения чисел и проще справляться с ошибками при вычислениях.
Преимущества VAX:
- Двоичный формат. Все числа записывались только в двоичном представлении, что повышало эффективность вычислений, особенно на компьютерах с VAX-архитектурой.
- Широкое распространение. Спецификацию VAX уже использовали на разных компьютерах того времени, что позволяло быстро адаптировать её под новые устройства.
- Высокая производительность. Спецификация VAX была оптимизирована под высокую скорость работы и требовала меньших вычислительных мощностей.
| K-C-S | VAX |
|---|---|
| Десятичный формат | Двоичный формат |
| Высокая точность | Высокая производительность |
| Меньше ошибок | Широкая распространённость |
Компания DEC пыталась сделать всё, чтобы VAX признали единым стандартом. Она даже пыталась убедить авторитетных учёных в том, что конкурирующий K-C-S никогда не станет таким же производительным и успешным. Однако у разработчиков из Intel были свои секретики: например, они знали, как ускорить свою спецификацию и обогнать DEC.
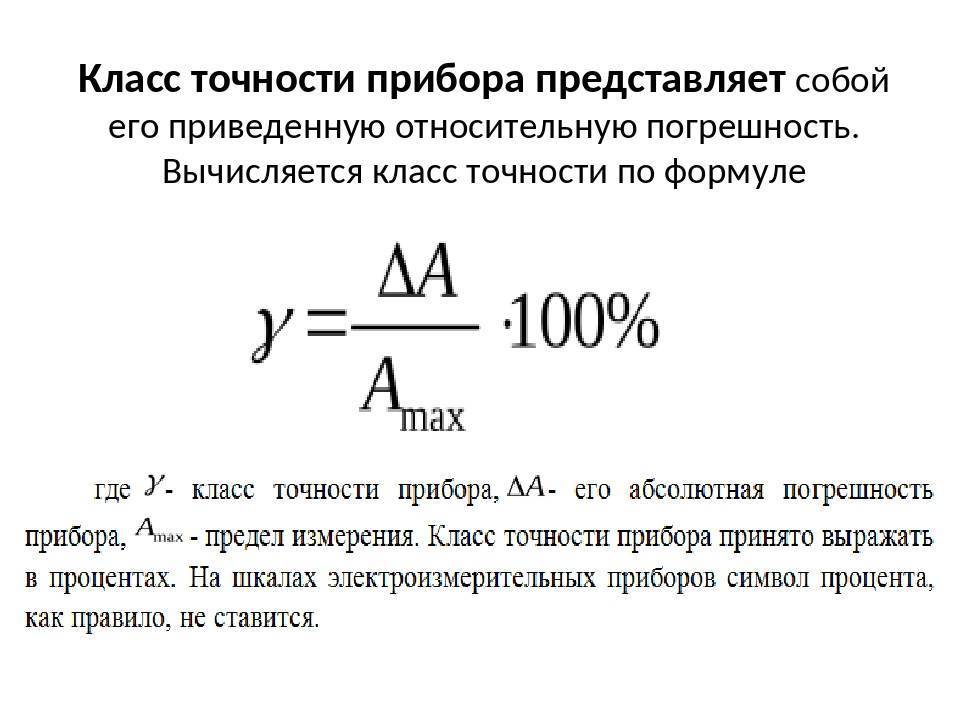
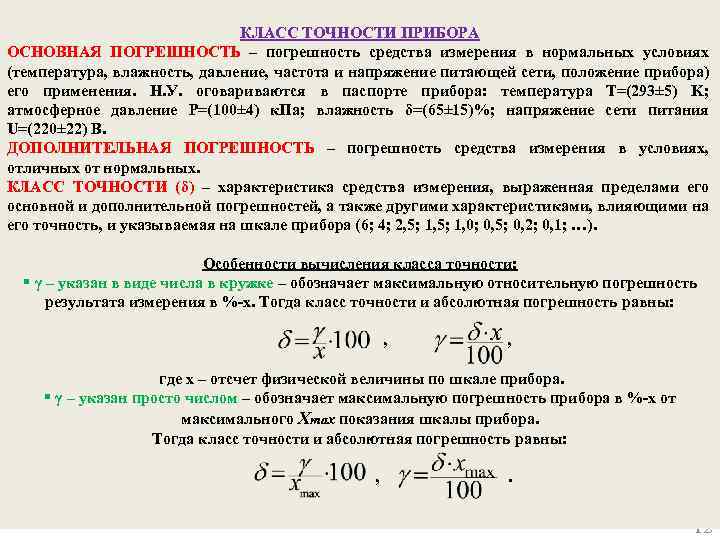
Как рассчитать погрешность
Погрешность измерительных трансформаторов определена их конструктивной особенностью. На точность влияет геометрические размеры и формы магнитопроводов, число витков и диаметр провода обмоток. Также большое влияние также оказывает материал, из которого изготовлен магнитопровод.
Такие характеристики электромагнитных материалов при невысоких токах первой обмотки имеют погрешность 1- 5%, поэтому их точность очень низкая. Конструкторы стремятся добиться классности в этом масштабе. Вместо конструкторских сталей применяют аморфные материалы.
Для вычисления класса точности используют следующие формулы:
- погрешность по величине тока: (delta)I = I2 – I1, где I2 – ток во вторичной обмотке, I2 – ток силовой цепи;
- погрешность по углу сдвига: (alpha) = (alpha)2 – (alpha)1, где (alpha)2 = 180 градусам, (alpha)1 – фактический угол сдвига.
Погрешности углу и величине тока объясняют воздействие напряжения намагничивания.
Для чего используются
Разнообразные виды измерительных трансформаторов встречаются как в небольших приборах размером со спичечный коробок, так и в крупных энергетических установках. Их основное назначение – понижать первичные токи и напряжения до значений, необходимых для измерительных устройств, защитных реле и автоматики. Применение понижающих катушек обеспечивает защиту цепи низшего и высшего ранга, поскольку они разделены между собой.
Понижающие средства разделяют по признакам эксплуатации и предназначены для:
- измерений. Они передают вторичный ток на приборы;
- защиты токовых цепей;
- применения в лабораториях. Такие понижающие средства имеют высокую классность точности;
- повторного конвертирования, они относятся к промежуточным инструментам.
Измерение
Измерительный трансформатор необходим для понижения высокого тока основного напряжения и передачу его на измерительные устройства. Для подключения стандартных приборов к высоковольтной сети потребовались бы громоздкие установки. Реализовывать инструменты таких размеров экономически не выгодно и не целесообразно.
Использование понижающих трансформаторов позволяет применять обычные устройства измерения в обычном режиме, что расширяет спектр их применения. Благодаря снижению напряжения, они не требуют дополнительных модификаций. Трансформатор отделяет высоковольтное напряжение сети от питающего напряжения приборов, обеспечивая безопасность из использования. От их классности зависит точность учета электрической энергии.
Защита
Кроме питания измерительных приборов понижающие трансформаторы подают напряжение на системы защиты и автоматической блокировки. Поскольку в сетевой электросети происходят перепады и скачки напряжения, которое губительно для высокоточного оборудования цепи.
В энергетических установках оборудование делится на силовое и вторичное, которое контролирует процессы первичной схемы подключения устройств. Высоковольтная аппаратура располагается на открытых площадках или устройствах. Вторичное оборудование находится на релейных планках внутри распределительных шкафов.
Промежуточным элементом передачи информации между силовыми агрегатами и средствами измерения, управления, контроля и защиты являются понижающие или измерительные трансформаторы. Они разделяют первичную и вторичную цепь от пагубного воздействия силовых агрегатов на чувствительные измерительные приборы, а также защищают обслуживающий персонал от повреждений.
Класс точности подшипника по ГОСТ
Классы точности ОСТ при мехобработке металлов
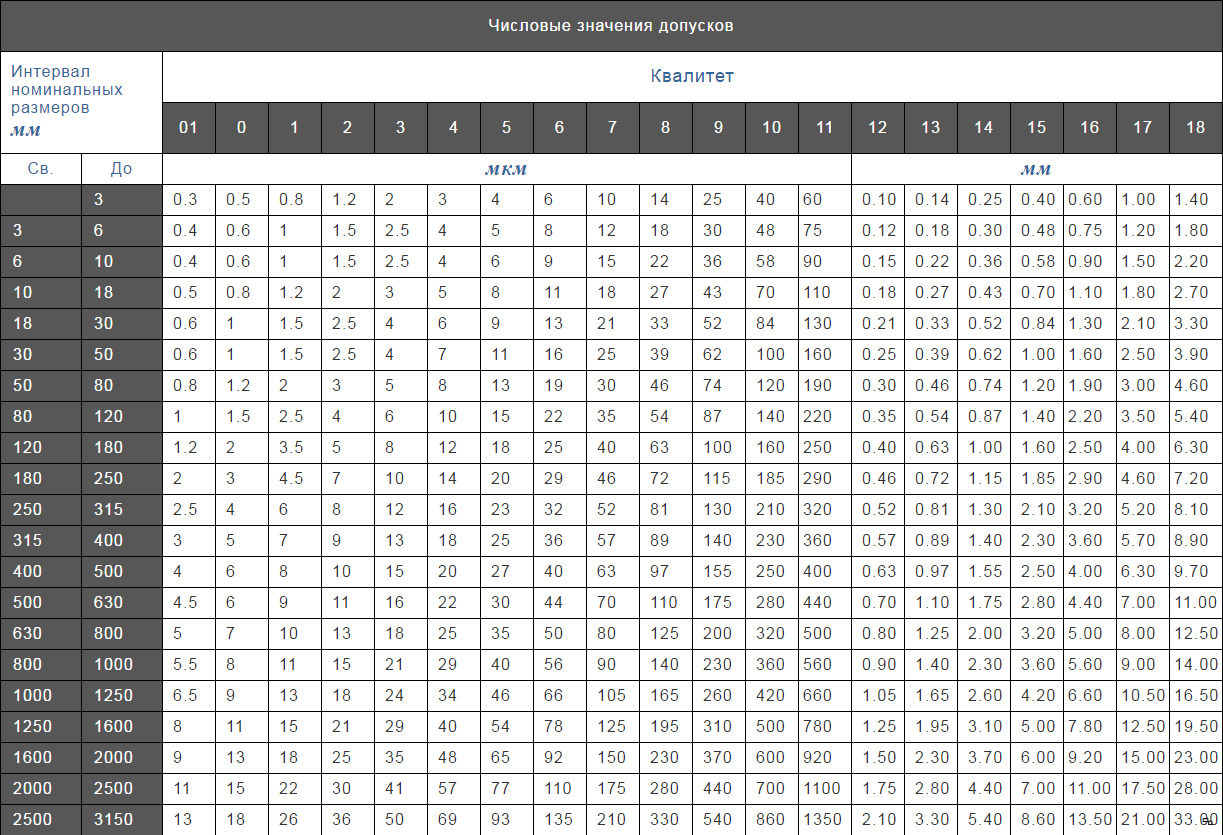
Классы точности ОСТ при мехобработке металлов. В зависимости от величины допусков отверстий и валов ряды допусков и посадок группируются по классам точности. По стандартам посадки установлены в следующих классах точности (в порядке убывания точности):
- для размеров от 0.1 до 1 и от 1 до 500 мм: 1; 2; 2а; 3; 3а; 4; 5;
- для размеров более 500 и до 10 000 мм. 2; 2а; 3; 3а; 4; 5;
- для размеров менее 0.1 мм (по ГОСТ 8809-58) установлены лишь ряды допусков в классах точности 0,1; 0; 1; 2; 2а; 3; 3а; 4 и 5.
Когда нет необходимости в допусках, предусмотренных для валов и отверстий стандартных посадок, установлены «большие допуски»:
- для размеров от 0.1 до 1 мм — классы 6 и 7 по ГОСТу 3047-66;
- для размеров от 1 до 500 мм — классы 7, 8 и 9 по ОСТ 1010;
- для размеров более 500 и до 10 000 мм — классы 7; 8; 9; 10 и 11 по ГОСТ 2689-54.
В зависимости от назначения детали изготовляют по определенному классу точности.
По ОСТ 1010 1-й класс точности является высшим. Чтобы достичь заданной точности размеров детали и установить при контроле, действительно ли получен заданный размер, необходимо обеспечить при обработке надлежащий класс шероховатости поверхности.
Наиболее распространены 2, 3 и 4-й классы. Правильно выбранным классом точности следует считать наиболее грубый класс, обеспечивающий надежную работу соединения. Классы точности ОСТ при мехобработке металлов:
1-й класс точности предназначен для особенно точных однородных посадок. Основной метод окончательной обработки деталей — очень точное тонкое шлифование для валов, многократное развертывание для отверстий и другие доводочные операции.
В машиностроении 1-й класс применяют при изготовлении шарикоподшипников, в некоторых специальных деталях пневматических машин, в соединениях точных измерительных и оптических приборов, а также в прецизионном станкостроении.
2-й класс точности используют для изготовления ответственных сопряжений. Основной метод изготовления деталей для валов — шлифование или тщательное обтачивание, для отверстий- шлифование или тщательное растачивание, чистовое развертывание. 2-й класс используется в станкостроении, авто- и авиастроении, точном машиностроении; в радио- и приборостроении и т. д.








3-й класс точности широко применяют в тяжелом машиностроении при изготовлении дизелей, в текстильном и сельскохозяйственном машиностроении. Основной метод изготовления деталей: растачивание, обтачивание и развертывание.
Класс точности 2а является промежуточным между 2 и 3-м классами, а класс точности 3а- промежуточным между 3 и 4-м классами. Промежуточные классы точности находят применение в некоторых отраслях промышленности, где не требуется высокая точность.
4-й и 5-й классы точности применяют в сельскохозяйственном машиностроении и вагоностроении. Основной метод изготовления деталей: механическое обтачивание резцом. Завод ЗМИ предлагает услугу токарная обработка металла в Перми. Наше предприятие готово выполнить заказы любой категории сложности.
7, 8 и 9-й классы точности применяют для неответственных несопрягаемых поверхностей. В этих классах допускается симметричное расположение полей допусков по отношению к номинальному размеру.
6-й класс точности установлен для неответственных несопрягаемых поверхностей (менее 1 мм) и применяется редко.
В соответствующих таблицах допусков и посадок, по классам точности, даются отклонения на размеры вала и отверстия для любого номинального размера. Чтобы показать, с какой посадкой и по какому классу точности нужно изготовить деталь, в чертежах на номинальных сопрягаемых размерах ставится буква, обозначающая посадку, и цифра, соответствующая классу точности.
- Например, С4 означает: скользящая посадка 4-го класса точности;
- Х3 — ходовая посадка 3-го класса точности и т. п
- .Для посадок 2-го класса точности (особенно широко распространенных) цифра 2 не ставится. Поэтому, если в чертеже на сопрягаемом размере рядом с буквой посадки нет цифры, то это значит, что деталь надо изготовить по 2-му классу точности.
- Например, Л означает легкоходовая посадка 2-го класса точности.
Преимущества класса точности 0,5S перед 0,5 для трансформаторов тока
В современном мире, экономия ресурсов, будь то полезные ископаемые, водные ресурсы или деньги, является одним из важнейших принципов успешной деятельности. А для энергетики экономия должна быть чуть ли не главной целью, так как цены на энергоносители постоянно увеличиваются.
В связи с этим, актуально будет провести сравнение классов точности 0,5S и 0,5, и оценить преимущества более точного класса над менее точным. А также, описать характеристики материалов, применяемых для изготовления магнитопроводов ТТ.
Коммерческий учет электроэнергии по стороне высокого напряжения (6-10кV) строится на основе измерительных ТТ, измерительных трансформаторов напряжения (ТН) и трехфазных счетчиков электроэнергии. Кроме этого большая часть измерительных ТТ имеет дополнительную защитную обмотку с которой подается сигнал на устройства релейной защиты при аварийных ситуациях.
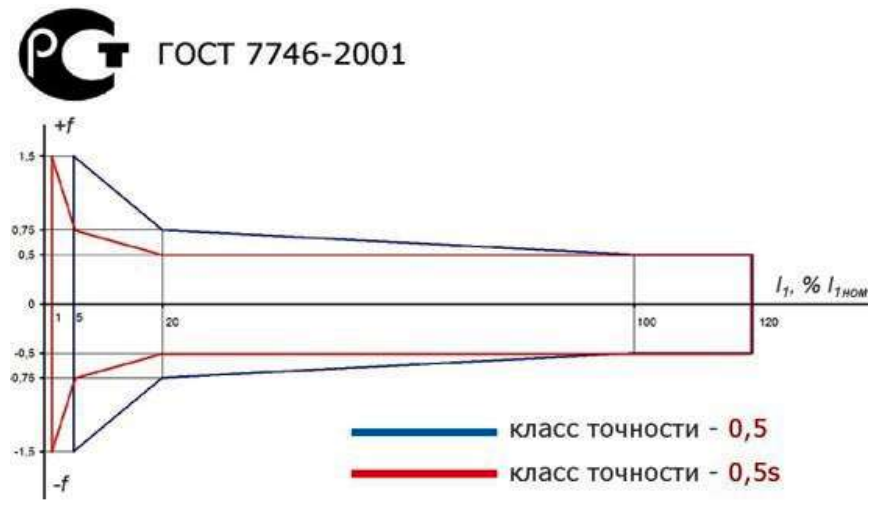
Чтобы ответить на этот вопрос, рассмотрим график зависимости модуля предельной относительной погрешности ТТ для различных классов точности (Рисунок 1).
/ρ/,%
Рисунок 1. Графики модуля предельной относительной погрешности ТТ.
Из представленного графика видно, что для ТТ класса 0,5S погрешность нормируется начиная с 1% номинального тока и не может превышать 1,5%. Для ТТ класса 0,5 погрешность для 1% номинального тока не нормируется вообще, на 5% Iн составляет 1,5%, и даже на 20% Iн увеличивается до 0,75%.
К чему это приводит в коммерческом учете электроэнергии? В условиях спада и существенных колебаний нагрузки потребителей, ТТ значительное время работают в режиме действующего значения тока менее 20% Iн. Поскольку погрешность ТТ на малых токах всегда имеет отрицательное значение, применение ТТ класса 0,5 обязательно приведет к большему недоучету потребленной электроэнергии, чем при использовании ТТ класса 0,5S. Просчитаем величину этой разности в недоучете электроэнергии для случая трансформатора тока с номинальным током 150А.
Примем, что трансформатор тока 10 часов в сутки нагружен менее 20% номинального тока. Для промышленности это как правило время с 22.00 до 7.00, в коммунальном секторе это и ночное время, и время с 9.00 до 17.00. Будем считать, что среднее значение нагрузки в это время составляет 5% от номинальной. Разница погрешностей ТТ класса 0,5 и 0,5S на 5% нагрузки составляет 0,75%. Расчет потребленной электроэнергии для ТТ классов 0,5 и 0,5S проведем по формуле:
W0,5 = U * I * T * 0,985 = 738,750 кВт∙час
W0,5S = U * I * T * 0,9925 = 744,375 кВт∙час
U – напряжение (10кV)
I – ток (7,5А) (5%Iном)
T – 10 часов
Рисунок 2. Расчет потребленной энергии для ТТ классов 0,5 и 0,5S.
Таким образом, за одни сутки недоучет электроэнергии при применении ТТ кл. 0,5 составит 5,625 кВт∙час, а за год – 2053 кВт∙час, что при стоимости 1 кВт∙час 0,25грн. составит 500грн.
В сетях Украины находятся около 100 000 ТТ в основном класса 0,5, то есть, общий недоучет электроэнергии из-за использования ТТ низкого класса может составлять 205 300МВт∙час или 51млн гривен в год. На самом деле потери энергоснабжающих компаний из-за высокой погрешности измерений существующих ТТ значительно больше, так как по статистике Укрметртестстандарта до 15% предоставляемых на очередную поверку ТТ бракуются; их погрешность не соответствует требованиям даже по классу 0,5.
Традиционно для материала сердечников ТТ применяется электротехническая сталь. В трансформаторах тока производства Компании «Бионтоп» измерительные сердечники выполнены из нанокристаллического сплава семейства «Finemet». Такие сплавы начали применяться в конце 80-х годов прошлого столетия в электротехнической промышленности США и Японии. Эти сплавы на основе железа, кремния, бора, ниобия и меди получают путем розлива расплава через тонкую
25мкм фильеру на поверхность вращающегося с большой скоростью охлаждаемого вала. При высокой скорости охлаждения (до 1 миллиона градусов в секунду) атомы сплава не успевают сформировать крупнокристаллическую решетку. Сплав, таким образом, приобретает аморфный, нанокристаллический характер, когда размеры кристаллов и доменов в тысячи раз меньше обычных и уникальные магнитно-электрические свойства.
На рис. 3 представлены типовые петли гистерезиса для электротехнической стали и нанокристаллического сплава.
Рисунок 3. Петля гистерезиса для электротехнической стали и нанокристаллического сплава.
Поскольку ТТ работают в установившемся режиме в малых полях, то для их изготовления необходимо использовать материалы не только с большой магнитной проницаемостью, но и с высокой начальной магнитной проницаемостью.
Сравним характеристики электротехнической стали и нанокристаллического сплава.
Как представляют числа с плавающей точкой
Стандарт IEEE 754 — это набор правил, которые описывают, как вещественные числа представляются в компьютере. Этот формат стал самым распространённым в программировании, когда дело доходит до арифметики чисел с плавающей точкой.




Числа представляются фиксированным количеством битов, каждый из которых отвечает своим задачам. В IEEE 754 обычно используют 32 бита. Они делятся на всё те же категории: один знаковый бит, 7 битов для экспоненты (то, на что мы умножаем мантиссу) и 24 бита для мантиссы (она выражает точность числа).

Изображение: Skillbox Media
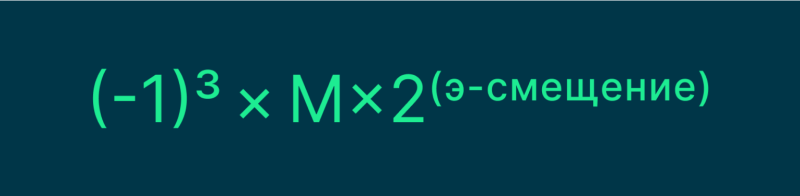
Чтобы получить из этого представления десятичное число, используют следующую формулу:
Изображение: Skillbox Media
Здесь З — это знаковый бит, М — мантисса, Э — экспонента. А ещё у нас появилось смещение. Оно необходимо, чтобы экспонента могла принимать положительные и отрицательные значения, и в стандарте IEEE 754 представляет собой константу — число 127.
Если без смещения экспонента может принимать значения от 0 до 255, то со смещением от −127 до 128. Это нужно, чтобы представлять маленькие числа.
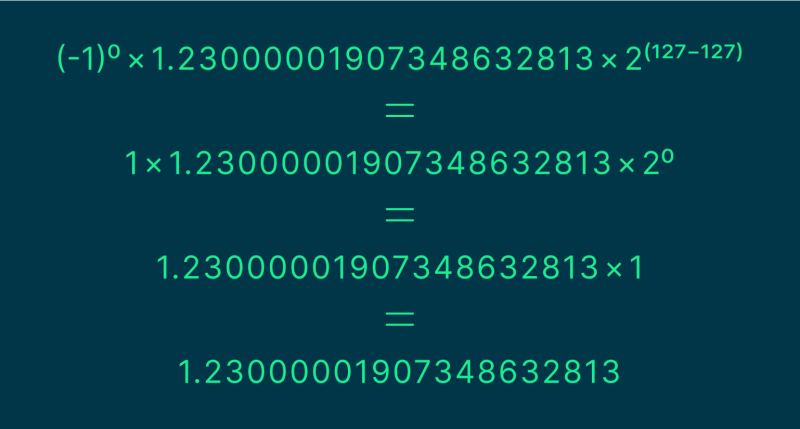
Чтобы вычислить мантиссу, мы должны добавить к ней слева единицу и после неё поставить точку, как будто это число с фиксированной точкой. А затем вычислить это число:

Изображение: Skillbox Media
Получили наше число 1.23, но не совсем. То, что вы видите, называется приближением двоичных чисел к десятичным. Если бы у нас было бесконечное количество битов, то мы смогли бы довольно точно представить число 1.23 в двоичной системе, и оно получило бы вид: 1.2300000000000000000000000000000001. Что уже неплохое приближение. Но так как у нас ограниченное число битов, приходится идти на округление.
Теперь давайте подставим все числа в формулу:
Изображение: Skillbox Media
Всё сходится. Попробуем перевести ещё одно число в десятичную систему. На этот раз двоичное число будет таким:
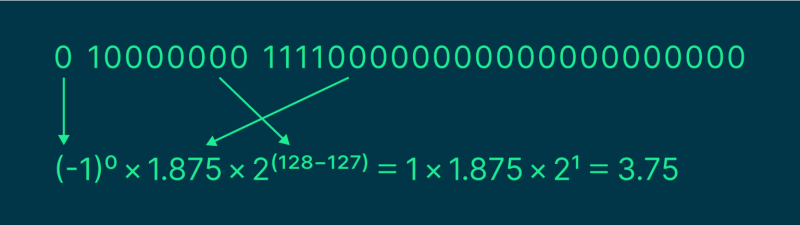
0 10000000 11100000000000000000000
Пройдём все те же шаги:
- знаковый бит — 0;
- экспонента — 128;
- мантисса — 1.875.
Теперь подставляем в формулу:
Изображение: Skillbox Media
Типы полировки (шлифовки) оптоволоконных разъемов
Шлифовка или полировка оптоволоконных разъемов служит для обеспечения идеально плотного соприкосновения сердечников оптоволокна. Между их поверхностями не должно быть воздуха, так как это ухудшает качество сигнала.
На данный момент используются такие типы полировки, как PC, SPC, UPC и APC.
PC
PC — Physical Contac. Прародитель всех остальных видов полировки. Разъем, обработанный методом PC (в том числе вручную), представляет собой скругленный наконечник.
В первых вариациях полировки был предусмотрен исключительно плоский вариант коннектора, однако жизнь показала, что плоский вариант дает место воздушным зазорам между световодами. В дальнейшем торцы коннекторов получили небольшое закругление. В класс PC входят заполированные вручную и изготовленные по клеевой технологии коннекторы. Недостаток данной полировки заключается в том, что возникает такое явление как «инфракрасный слой» — в инфракрасном диапазоне происходят негативные изменения на торцевом слое. Данное явление ограничивает применение коннекторов с такой полировкой в высокоскоростных сетях (>1G).
Полировка типа PC оптических разъемов
Обратите внимание, на рисунке видно, что соединение коннекторов с плоским торцом чревато, как упоминалось ранее, возникновением воздушной прослойки. В то время как скругленные торцы соединяются более плотно
Данный тип полировки может применяться в сетях небольшой дальности, предполагающих небольшую скорость передачи данных.
SPC
SPC — Super Physical Contact. По сути та же PC, только сама полировка является более качественной, т.к. она уже не ручная, а машинная. Также был сужен радиус сердечника и материалом наконечника стал цирконий. Дефекты полировки конечно снизить удалось, однако проблема инфракрасного слоя осталась.
UPC
UPC- Ultra Physically Contact. Данная полировка осуществляется уже сложными и дорогими системами управления, в результате чего проблема инфракрасного слоя была устранена а параметры отражения значительно снижены. Это дало возможность коннекторам с данной полировкой применяться в высокоскоростных сетях.
UPC – почти плоский (но не свосем) разъем, который производится с применением высокоточной обработки поверхности. Дает отличные показатели отражательной способности (по сравнению с PC и SPC), поэтому активно применяется в высокоскоростных оптических сетях.
Коннекторы с этим типом разъема чаще всего – синие.
Разъем с полировкой типа UPC
APC
АРС — Angled Physically Contact. На данный момент считается, что наиболее действенным способом снижения энергии отраженного сигнала является полировка под углом 8-12°. Такая полировка поверхности дает самые лучшие результаты. Обратные отражения сигнала практически сразу покидают покидают оптоволокно, и благодаря этому снижаются потери. В таком исполнении отраженный световой сигнал распространяется под большим углом, нежели вводимый в волокно.
Разъемы с полировкой APC применяются в сетях с высокоми требованиями к качеству сигнала: передача голосовых, видеоданных. Как пример – кабельное телевидение.



Коннекторы с этим типом разъема – зеленого цвета.
Разъем с полировкой типа APC
Коннекторы с шлифовкой APC не подходят к разъемам с другой полировкой (PC, SPC, UPC) и вызывают взаимное повреждение.
Полировки PC, SPC, UPC взаимно совместимы.
Сравнение внешнего вида разъемов с полировками UPC и APC
Сравнение формы наконечника и пути отраженного сигнала в разъемах с полировкой UPC и APC:
Отражения в стыках разъемов UPC и APC
Сводные данные можно посмотреть в таблице ниже.
| Серия | Вносимое затухание, дБ | Обратное отражение, дБ |
|---|---|---|
| PC | 0,2 | -25 .. -30 |
| SPC | 0,2 | -35 .. -40 |
| UPC | 0,2 | -45 .. -50 |
| APC | 0,3 | -60 .. -65 |
Как видим, полировка UPC (скругленные торцы) и APC (скошенные торцы) – эффективнее всего. Поэтому патчкорды и пигтейлы с этим типом шлифовки чаще всего применяются.
Основные понятия и обозначения: OD, OS, OU, и DP
В медицине принята латинская терминология. Рецепт окулиста или офтальмолога не является исключением.
- «Oculus» — значит «глаз», «dexter» — «правый», «sinister» — «левый». Следовательно, данные, отмеченные аббревиатурой OD, относятся к правому глазу, OS — к левому. Для исключения ошибок и разночтений информация о правом глазе находится в бланке перед параметрами левого.
- Если оба глаза требуют одинаковой коррекции, то характеристики вписываются только один раз и глаза обозначаются OU («oculus uterque»).
- DP или DPP («distancia pupilorum») используется при подборе оправы очков и является расстоянием между центральными осями зрачков. Следует учитывать, что при фокусировании взгляда на объектах, которые расположены вдали, значение DP на 2 миллиметра превышает DP для объектов, находящихся вблизи.
Основные различия двух измерительных величин
Эти 2 класса точности отличаются друг от друга по следующим параметрам:
- Регулярное применение измерительного прибора класса 0,5 приводит к гораздо большему объему недоучетной потребленной электроэнергии, чем при 0,5 S.
- Разница в погрешностях прибора с точностью 0,5 составляет на 0,75% больше его аналога 0,5S.
- Многие приборы с погрешностью 0,5 не выдерживают очередные поверки точности, бракуются проверяющим надзором.
- Величина погрешности меньше у того трансформатора, который обладает меньшим сопротивлением магнитопровода, это есть у прибора класса 0,5S.
- Потребители, установившие в своих домах измерительные приборы класса 0,5, наносят колоссальный урон по энергетике, млн. кВт ежедневно просто так уходят в воздух из-за недоучета трансформаторов, у 0,5S эта величина намного ниже.
- Основная разница этих 2-х величин заключается в том, что основная погрешность в обмотке класс 0,5 не действует ниже 5% от номинального тока. Именно на позициях этого напряжения и происходит основной недоучет потребляемой электроэнергии, который в разы снижается при использовании прибором класса 0,5S.
- В плане точности стоит отдать предпочтение прибору класса 0,5S, уж он точно выдержит периодические поверки на соответствие.
Многие специалисты предполагают, что в скором времени новые трансформаторы измерительного класса 0,5S вытеснят традиционный 0,5.
Каким требованиям должны соответствовать для коммерческого учета электроэнергии
Современные технологии позволяют изготавливать трансформаторы от 6 до 10 кВ с числом катушек до четырех штук. Каждая катушка имеет свой класс точности. Он подбирается исходя из области применения. Каждая предусматривает свой комплекс тестирования.
Для коммерческих приборов учета используют катушки с классностью 0,2S и 0,5S. Они обладают высокой проницаемостью магнитного поля. Литера «S» указывает на тестирование трансформатора в пяти точках в диапазоне от 1-120% от расчетного напряжения.
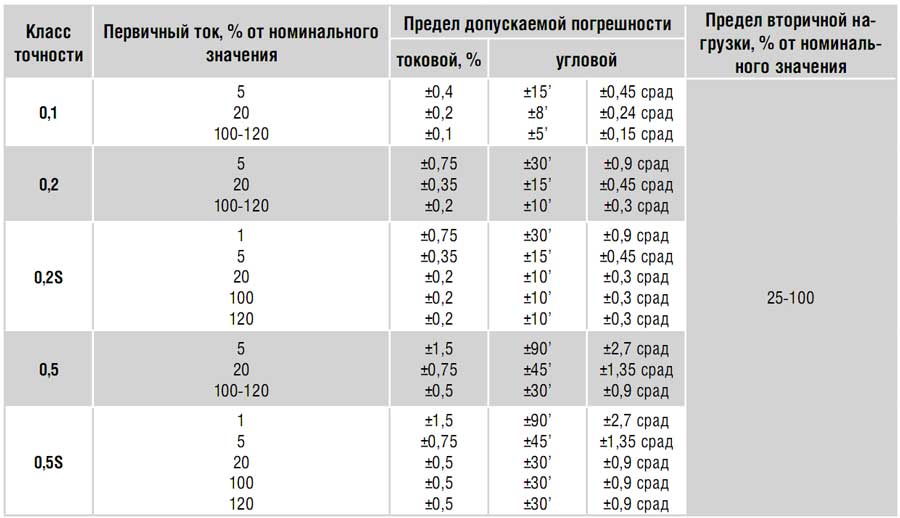
Схема проверок выглядит как 1х5х20х100х120. Для классов 1; 0,5 и 0,2 тестирование выполняют по четырем точкам 5х20х100х120%.Для релейной и автоматической защиты используют три точки 50х100х120. Такие трансформатор имеют классность с литерой «З». Требования к классу точности представлены в ГОСТ 7746—2001.
