
Comparison Table
| Parameters of Comparison | Welding | Soldering |
|---|---|---|
| Use | This process is mostly observed to be used in mechanical industries. | This process is mostly observed to be used in electronic industries. |
| Temperature | The temperature of welding is set higher than the melting temperature. | The temperature of welding is set lower than the melting temperature. |
| Type of joint | This process helps the metals to become strong mechanical joint. | This process helps the metals become strong electronic joint. |
| Use of filler | There is no compulsion for using filler metal in this process. | There is a compulsion for using filler metal in this process. |
| Properties of metals | There occurs a change in the properties of metals. | There does not occur any changes of properties in metals. |
Преимущества сварки по сравнению с пайкой
Во-вторых, сварка позволяет обеспечить герметичность соединения, что является важным фактором в случае работы с газовыми и жидкостными средами. При пайке обычно используются примеси и флюсы, которые могут не обеспечивать такую высокую степень герметичности и надежности.
Кроме того, сварка позволяет соединять металлические элементы разных толщин, что делает ее более универсальным и применимым методом сборки и ремонта. При пайке, напротив, необходимо соблюдать определенные условия относительно совпадения температур плавления, что ограничивает возможности работы с различными материалами.
Кроме того, сварка позволяет создавать более эстетически привлекательные соединения благодаря отсутствию видимых швов. Такие соединения часто предпочитаются в архитектуре и дизайне, где важна не только функциональность, но и внешний вид.
Однако, стоит отметить, что сварка требует определенных навыков и специального оборудования, поэтому может быть более затратной по сравнению с пайкой. Также, сварочные работы могут потребовать специальной обработки стыков, что может быть сложно в случае работы с деталями небольшого размера.
Отличия от сварки
Неподготовленному человеку очень сложно увидеть разницу между сваркой и пайкой, ведь соединительный шов практически не имеет визуальных различий. Между тем, принципы действия данных технологий кардинально отличается. Итак, чем отличается сварка металлических деталей от паяния?
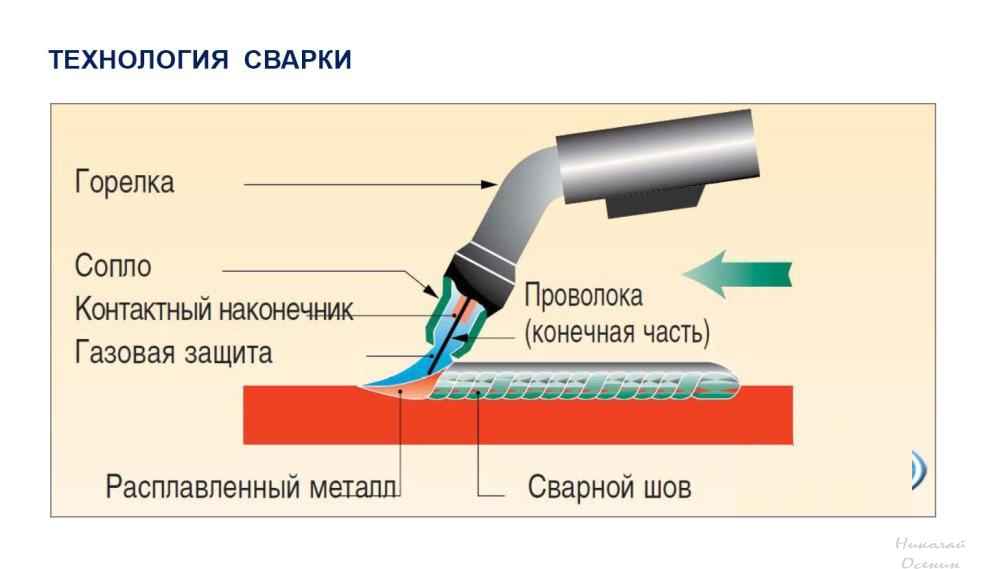
Основное отличие заключается в воздействии на поверхность. При сварке на заготовку воздействует электрическая дуга, возникающая при разрыве замкнутой цепи. Под действием высокой температуры создается зона расплава, в которой перемешиваются базовый металл и флюс. При застывании образуется сварочный шов. При пайке зона соединения состоит исключительно из легкоплавкого припоя, без фракций основного изделия. Температура плавления расходных материалов недостаточна для изменения агрегатного состояния заготовок.
Для выполнения сварочных работ необходимо дорогостоящее оборудование, которое зависит от типа сварки. В некоторых случаях необходимы вспомогательные приспособления, такие как подающий механизм для полуавтоматических аппаратов. Оборудование для запаивания отличается простой и низкой стоимостью. Этим и обусловлена популярность пайки при выполнении восстановительного ремонта в домашних условиях.
Вот чем сварка отличается от пайки. Несмотря на массу достоинств, рассматриваемая технология не получила должного распространения, ввиду низкой прочности на отрыв. Для надежного крепления детали стыкуют с перекрытием по плоскости.
Основные различия сварки и пайки
Сварка — это процесс соединения двух или более материалов при помощи нагрева до состояния плавления. При сварке используется контакт между плавящимися материалами или добавочным проводником, называемым электродом. Этот процесс приводит к образованию прочного соединения. Сварка широко применяется в металлообработке и строительстве.
С другой стороны, пайка — это метод соединения материалов при помощи расплавления припоя. Паяльная жидкость, называемая флюсом, применяется для удаления оксидных пленок с поверхности соединяемых материалов и облегчения процесса пайки. Расплавленный припой заполняет зазоры между соединяемыми материалами, образуя прочное соединение при остывании. Пайка чаще используется при работе с электроникой и мелкими металлическими изделиями.
Таким образом, главное отличие между сваркой и пайкой заключается в процессе нагрева и способе соединения. Сварка вовлекает нагрев и плавление материалов или электрода для образования прочного соединения, в то время как пайка осуществляется путем расплавления припоя для соединения материалов.
Точка плавления материалов
Методы сварки и пайки основаны на контакте материалов и их расплавлении для создания прочного соединения. Различие между пайкой и сваркой заключается в температуре, при которой происходит нагрев и соединение материалов.
Точка плавления материала является основополагающим фактором при выборе метода соединения. Для пайки используются материалы с низкой точкой плавления, обычно до 450 °C. При этой температуре пайка проводится с использованием паяльного припоя, который расплавляется и затем охлаждается, образуя прочную связь между материалами.
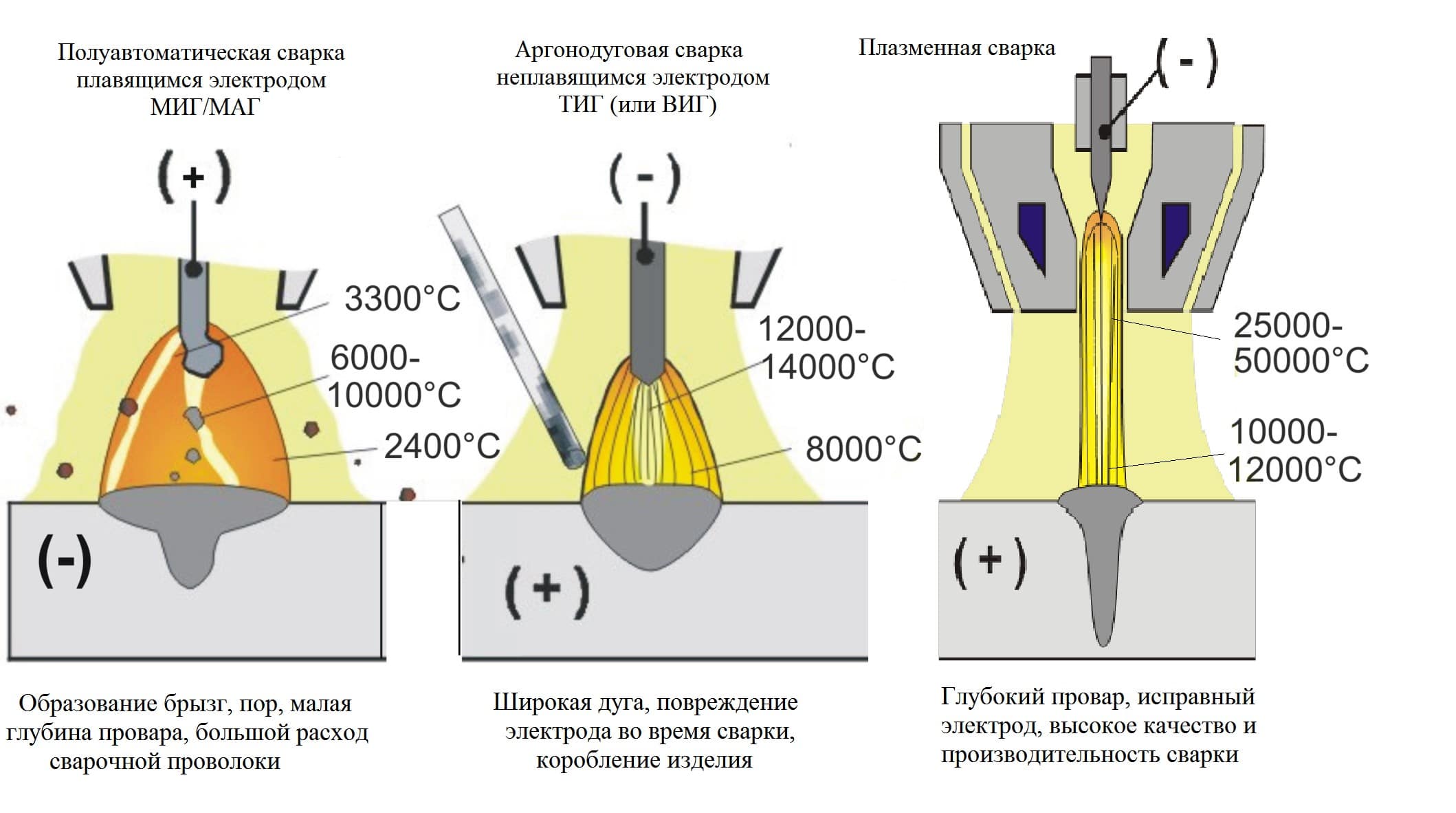
С другой стороны, сварка требует намного более высокой температуры, обычно свыше 450 °C для расплавления материалов. В процессе сварки используется электрод или плазма, чтобы нагреть и растопить сами материалы, после чего они соединяются при охлаждении.
Выбор между пайкой и сваркой зависит от ряда факторов, включая тип материалов, которые нужно соединить, требуемую прочность соединения и окружающую среду. Пайка является более подходящим методом для соединения мягких материалов, таких как медь или алюминий, в то время как сварка чаще используется для жестких и прочных соединений, например, стали.
| Метод | Точка плавления | Примеры материалов |
|---|---|---|
| Пайка | До 450 °C | Медь, алюминий, олово |
| Сварка | Свыше 450 °C | Сталь, нержавеющая сталь, титан |
Прочность соединения
В процессе пайки электродом проводника достигается нагрев до температуры, достаточной для расплавления припоя. При этом паяльная паста или припой нагревается выше его температуры плавления, обеспечивая контакт и соединение между соединяемыми элементами.
Сварка, в свою очередь, осуществляется использованием тока, который нагревает и расплавляет соединяемые материалы, обеспечивая их слияние в одно целое. В процессе сварки достигается высокая температура, в результате чего происходит молекулярная перестройка в зоне контакта, формируя прочное и неразъемное соединение.
Таким образом, сварка обеспечивает более прочное соединение, поскольку в процессе сварки происходит полное слияние соединяемых материалов. Паяные соединения обладают меньшей прочностью, поскольку они осуществляются на более низкой температуре и за счет поверхностного сцепления припоя с соединяемыми элементами.
Возможность разборки соединенных деталей
В результате этого процесса, пайка создает более слабое и менее прочное соединение по сравнению с сваркой. Именно поэтому по пайке можно разъединить соединенные детали в будущем без необходимости использования значительной силы. В то же время, сварка создает намного более прочное и неразъемное соединение, которое не может быть разобрано без применения специального оборудования.
Таким образом, если вам необходимо создать прочное и неразъемное соединение между деталями, выбирайте сварку. Она идеально подходит для создания крепких конструкций, стальных рам и каркасов. Если же вам понадобится возможность разборки соединенных деталей в будущем, то лучше воспользоваться пайкой. Она обеспечит прочное, но съемное соединение, что делает ее идеальным выбором при работе с электроникой, радиоаппаратурой и другими устройствами, требующими регулярного обслуживания.
Газовая сварка меди
Медь хорошо сваривается газовой сваркой при условии соблюдения технологии процесса. Если сварочные работы выполнить по всем правилам, и далее проковать швы, то можно получить качественное сварное соединение. Предел прочности шва при этом составляет 17-22 кгс/мм кв. (предел прочности меди составляет 22-23 кгс/мм кв.).
1.Поскольку теплопроводность меди очень высокая (в 5-6 раз выше железа), для ее сварки требуется пламя повышенной мощности:
- 150 л/час при соединение толщин до 1 см;
- 200 л/час на 0,1 см толщины свариваемой детали при толщине свыше 0,1 см;
- при соединении более толстых изделий необходимо вести сварку двумя горелками. Одна из них используется для подогрева и должна иметь мощность 150-200 л/час. Вторая горелка, мощность которой должна составлять 100 л/час ацетилена, применятся непосредственно для соединения заготовок.
Читать также: Световая температура в кельвинах таблица
2.Чтобы уменьшить отвод тепла:
- сверху и снизу свариваемого материала надо проложить листы асбеста;
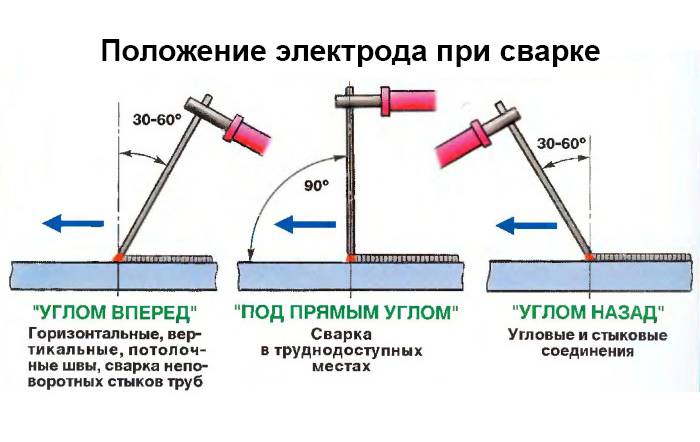
- при сварке применяется восстановительное сварочное пламя, ядро которого ориентируется практически под прямым углом к кромкам основного металла на расстоянии 0,3-0,6 см от поверхности ванны сварочной.
3.Для того, чтобы уменьшить образование закиси меди и предотвратить появление горячих трещин, работы надо вести максимально быстро, не допуская перерывов. При этом необходимо строго следить за сохранением восстановительного характера сварочного пламени.
4.Перед сваркой медных изделий прихватки не применяются. Сварку изделия следует выполнять в сборочно-сварочном приспособлении.
5.В качестве присадки используется проволока из электротехнической меди, или меди, содержащей раскислители: не более 0,2% фосфора и 0,15-0,3% кремния. Диаметр присадочной проволоки должен равняться 0,5-0,75 толщины свариваемого материала. При этом максимально допустимый диаметр присадочной проволоки – 0,8 см.
6.Распределять тепло при сварочных работах следует таким образом, чтобы проволока плавилась чуть раньше кромок основного металла. Таким образом, присадочный материал будет наплавляться на только начинающие плавиться кромки.





7.Скос кромок на листах, толщина которых превышает 0,3 см, выполняется под углом 45 градусов. Кромки следует притупить. Перед сварочными работами кромки зачищаются до блеска свежего материала или травят раствором кислоты азотной с последующей промывкой в воде.
8.Для раскисления меди и удаления в шлак окислов, образующихся при плавлении меди, используют флюсы. Они вносятся в сварочную ванну. Кроме того, флюсами покрываются концы присадочных прутков и кромки свариваемых изделий (ширина полосы флюса – по 4 – 5 см симметрично оси шва. Обратная сторона основного металла тоже покрывается флюсом).
9.Для измельчения зерен наплавленного материала и повышения плотности сварные швы после сварки проковывают:
- материал толщиной до 0,5 см – в холодном состоянии;
- материал толщиной свыше 0,5 см – при температуре 200-300 градусов.
10.После проковки швы подвергают отжигу при температуре 500-550 градусов с быстрым охлаждением водой. Этот прием позволяет сохранить мелкозернистую структуру и повысить пластичность наплавленного и основного материала.
11.Чтобы не образовывались трещины, проковку нельзя вести при температуре свыше 500С медь при таких температурах становится хрупкой.
Металлическую печку необязательно покупать – ее можно сделать своими руками. Как – читайте в этой статье.
Не знаете, какой вид сваривания лучше? Полезный материал по https://elsvarkin.ru/texnologiya/drugie-vidy-svarki/ ссылке.
Раздел 2: Различия и преимущества
Различия
Одним из основных различий между сваркой и пайкой является способ соединения материалов. При сварке используется таяние самого материала или добавляемого сварочного материала под воздействием высоких температур, что приводит к образованию объемного соединения. При пайке же соединение достигается за счет плавления и пропитывания паяльного материала, который заполняет зазор между материалами.
Другим важным отличием является температурный режим. При сварке требуется нагрев и плавление материалов при высоких температурах, часто с использованием дополнительного источника тепла, такого как газовый факел или электрическая дуга. В случае пайки температура плавления паяльного материала намного ниже, что позволяет использовать более доступные инструменты, такие как паяльник.
Преимущества
Сварка обладает рядом преимуществ, которые делают ее предпочтительным способом соединения в некоторых случаях. Благодаря высоким температурам и полному слиянию материалов, сварное соединение обычно является более прочным и надежным, чем пайка
Оно обеспечивает более высокую степень стыковки металлических деталей, что особенно важно в промышленной сфере
Однако пайка также имеет свои преимущества. Во-первых, она позволяет соединять материалы с низкой температурой плавления, которые не могут быть подвергнуты высоким температурам сварки. Кроме того, паяльные соединения часто более эстетичны, поскольку следы пайки могут быть легко скрыты или удалены.
Каждый из этих методов имеет свои уникальные преимущества и может быть лучшим выбором в зависимости от конкретной ситуации. Понимание различий между ними поможет определить наиболее эффективный способ соединения для конкретной задачи.
Физические различия процессов
Одно из главных различий между сваркой и пайкой заключается в использовании источника тепла. При сварке, используется высокая температура и плавление материалов для создания сильного соединения. В случае пайки, температура значительно ниже и используется пайка или флюс для создания связи.
Другое различие состоит в механизме соединения. При сварке, металлические детали плавятся и сливаются в одно целое. Это создает очень прочное соединение, которое может выдерживать высокие нагрузки. При пайке, металлы не плавятся, а только нагреваются до точки пайки. Результатом является соединение, которое может выдерживать меньшие нагрузки, но обладает достаточной прочностью для большинства применений.
Кроме того, процессы сварки и пайки отличаются по области применения. Сварка обычно используется для создания прочных и долговечных соединений, особенно в конструкции металлоконструкций или в автомобильной промышленности. Пайка, с другой стороны, часто применяется в электронике и приборостроении, где требуется более нежное и точное соединение.
В конечном счете, выбор между сваркой и пайкой зависит от конкретной ситуации и требований проекта
Каждый из этих процессов имеет свои преимущества и ограничения, и важно учитывать их перед принятием решения о выборе определенного метода соединения
Прочность и надежность соединений
Одним из важных параметров, характеризующих качество соединения, является прочность. При сварке металлы объединяются путем плавления и последующего охлаждения, что приводит к образованию неразрывного соединения. Сварной шов имеет высокую прочность и способен выдерживать большие нагрузки, что делает его идеальным для использования в технически сложных конструкциях.
С другой стороны, паяние представляет собой процесс присоединения металлов с помощью расплавленного припоя. В отличие от сварки, паяные соединения могут быть разъемными, что обеспечивает возможность разобрать конструкцию в случае необходимости. Однако, пайка обладает менее высокой прочностью по сравнению со сваркой.
Помимо прочности, надежность соединений также является важным параметром. Сварные соединения обладают высокой надежностью, так как их структура гомогенна и отсутствуют слабые зоны. Это позволяет им сохранять свои характеристики даже при экстремальных условиях эксплуатации.
С другой стороны, пайка может быть менее надежной, особенно в условиях повышенной влажности или температурных перепадов. Расплавленный припой может быть более подвержен расплавлению или разрушению, что может привести к потере надежности соединения.
В итоге, выбор между сваркой и пайкой зависит от множества факторов, таких как тип материала, условия эксплуатации и требования к прочности и надежности. Оба метода имеют свои преимущества и недостатки, и правильный выбор позволит создать качественное и долговечное соединение.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего. Конечно, чем ближе по составу и плотности припой и металл, тем лучше будет адгезия. В итоге все сводится к выбору правильного припоя для каждого случая в отдельности.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.






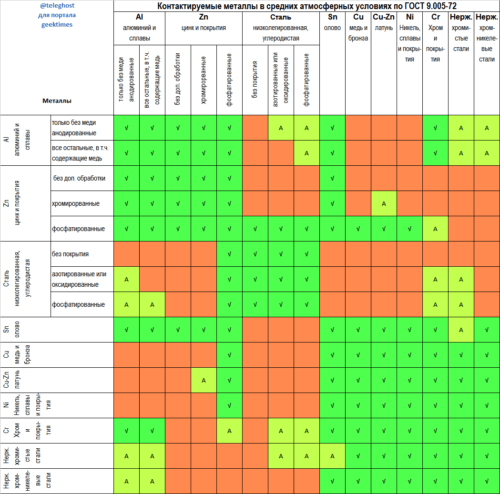
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.
Настоятельно рекомендую соблюдать технику безопасности при пайке:
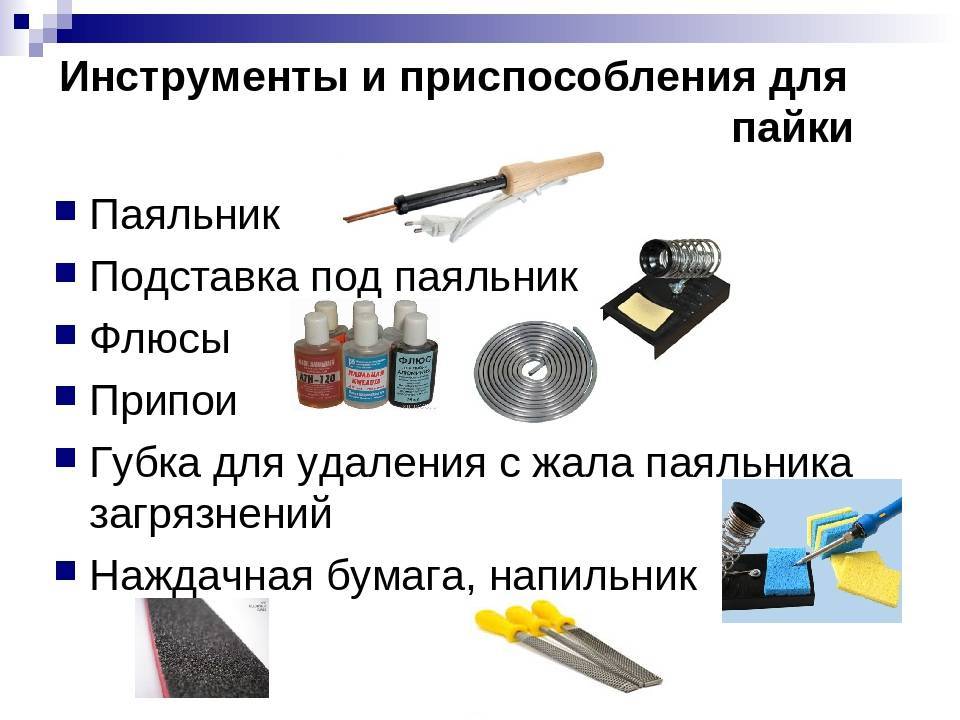
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Welding vs Soldering
In welding, two metals are heated together at high temperatures, and then they are combined to produce a stronger bond necessary for the thickness of an object. Soldering involves heating two metals at low temperatures and adding another metal in it as a filler. This process is used for light things.
The process which is used for creating a really strong bond between any two metals is known as welding. The piece of metals that have been joined will be Resistant to any strain or stress. This practice is mostly seen in the automobile industry.
Pieces of metals being the same, heated with high temperature, etc., are some features necessary for welding.
The process of soldering does relate a lot to welding, but it has Its features too. First, it is a process used for not only connecting two metals but also two kinds of electronic components together.
The machine of solder is available in tubes or the shape of a pipe. Setting low temperatures and availability of flux are some necessities of soldering.
Особенности паяния
Особенности технологического процесса зависят от характеристик соединяемых элементов. Рассмотрим некоторые типы металлов.
Сталь
Пайку стали выполняют припоями на оловянной основе, без каких-либо исключений. Перед выполнением работ следует предварительно подготовить поверхность, с помощью механической обработки. Очищенные детали обезжиривают. После этого элементы стыкуются с зазором не более 3 мм. Отличительной особенностью работы со сталью – способ нагрева припоя. Он должен получать тепло не от горелки, а от самих заготовок. По окончанию работ с поверхности необходимо удалить остатки расходных материалов.
Чугун
Обработке поддается любой тип чугуна, за исключением белого. Данный металл содержит графит, который снижает адгезию. Поэтому в качестве флюса необходимо использовать борную кислоту.
[stextbox работе с чугуном запрещено превышать температурный порог 750 Сº. В противном случае начнется необратимый процесс изменения структуры металла.
Титан
Пайку титана считают одной из самых сложных работ. Это связано с его поверхностным слоем, который насыщен различными газами. В качестве предварительной подготовки используют травление или пескоструйную обработку.
Специалисты рекомендуют проводить спайку в вакуумной среде, для повышения качества соединения. Для работы без защиты используйте серебряный флюс.
Работы проводятся при температуре 900 Сº.
Нихром
Данный металл не доставляет проблем. Нихром — это сплав никеля и хрома. Он отличается пластичностью и высокой жаростойкостью. Его температура плавления находится в диапазоне 1100-1400 Сº, что позволяет выбрать любой подходящий припой.
Серебро
Пайку серебра под силу выполнить не только профессиональному ювелиру, но и обычному человеку, который не сталкивался с ремонтом украшений. Для спайки используют тугоплавкий серебряный припой и буру, в качестве флюса.
По завершению работы можно обработать изделие лимонной кислотой или йодом. В первом случае украшение посветлеет, а во втором – приобретет темный оттенок.
Золото
Ремонт дорогостоящих украшений – тонкий процесс. В случае порчи золотых изделий рекомендуем обратиться к квалифицированному специалисту. Для выполнения соединения необходимы специальные приспособления и особый припой.
Ради разовых работ покупать дорогостоящее оборудование нецелесообразно.
Данный металл абсолютно не требователен к флюсам. Лучше всего подойдет хлорид цинка или спиртовой раствор канифоли. А вот с припоем нужно быть аккуратнее: олово повышает хрупкость соединения, свинец придает вязкость, поэтому рекомендуем использовать составы на серебряной основе.
Рабочая температура не должна превышать 900 Сº.
Основы пайки и сварки: какой способ выбрать для соединения металлов? — Сварка
» Статьи » Пайка сварка
Сварка и пайка на сегодняшний день являются наиболее популярными и действенными способами соединения металлов, их сплавов.
Люди, которые знают основы пайки и умеют производить монтаж каких-либо металлических изделий путем пайки, как правило, знают основы сварки, как альтернативного варианта воздействия на материал, а также его сплав.
Несмотря на это сварка все же отличается от пайки. В связи с этим каждый способ достоин тщательного рассмотрения.




Преимущество пайки по сравнению со сваркой металлов
Пайка — один из наиболее известных методов соединения металлов. Однако применявшиеся до последнего времени способы пайки вследствие низкой производительности, недостаточной надежности соединения, сложности технологического процесса и других недостатков использовали относительно редко.
В последнее время появились новые методы пайки, использующие различные виды электрического нагрева: т. в. ч., электронный луч, нагрев в термических печах, пайка с применением ультразвука и др.
Эти методы нагрева в сочетании с такими защитными средами, как вакуум, инертные и восстановительные газы (водород, СО. и др.
), специальные припои, не требующие флюсов, позволили значительно улучшить качество паяных изделий и повысить производительность процесса пайки.
Новые методы пайки дают возможность использовать деталь в изделиях без последующей механической обработки.
С помощью новых методов пайки можно соединять тугоплавкие металлы и металлы, обладающие особыми свойствами.
Из таких металлов могут быть изготовлены в условиях вакуума тонкостенные конструкции, подвергающиеся воздействию высоких температур. Пайка в современном состоянии удовлетворяет всем требованиям производства с точки зрения экономики, так как использование паяных соединений способствует уменьшению трудоемкости и снижению стоимости изделия.
Пайка стала одним из важнейших технологических процессов соединения металлов во многих отраслях металлообрабатывающей промышленности. Паяные соединения надежно работают в ответственных изделиях в авиационной, радиотехнической, автомобильной, приборной и других отраслях промышленности.
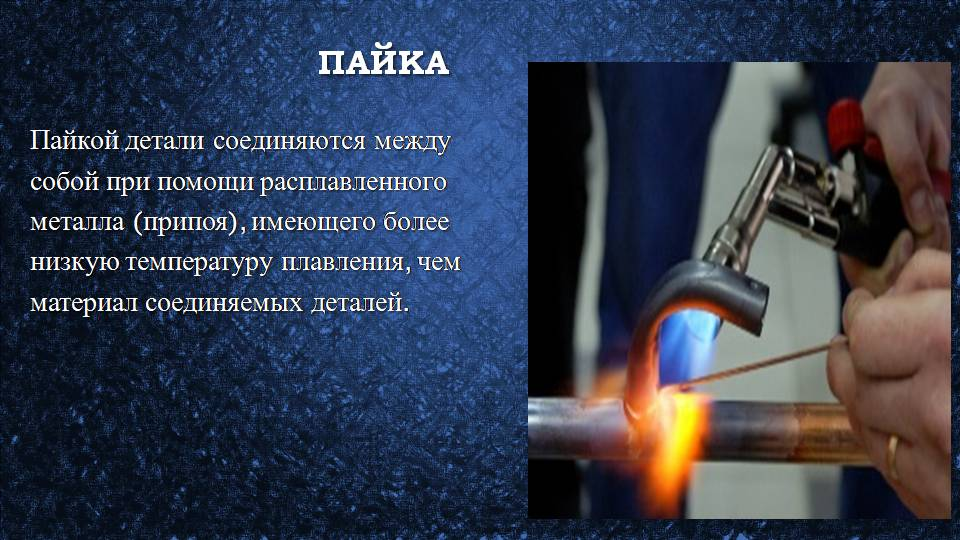
Пайкой называется процесс получения неразъемного соединения материалов с нагревом ниже температуры их автономного расплавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва.
Последние обеспечивают проникновение жидкого припоя в зазоры между соединяемыми изделиями. Припой проникает в зазоры между соединяемыми деталями, при охлаждении кристаллизуется и образует прочную связь.
